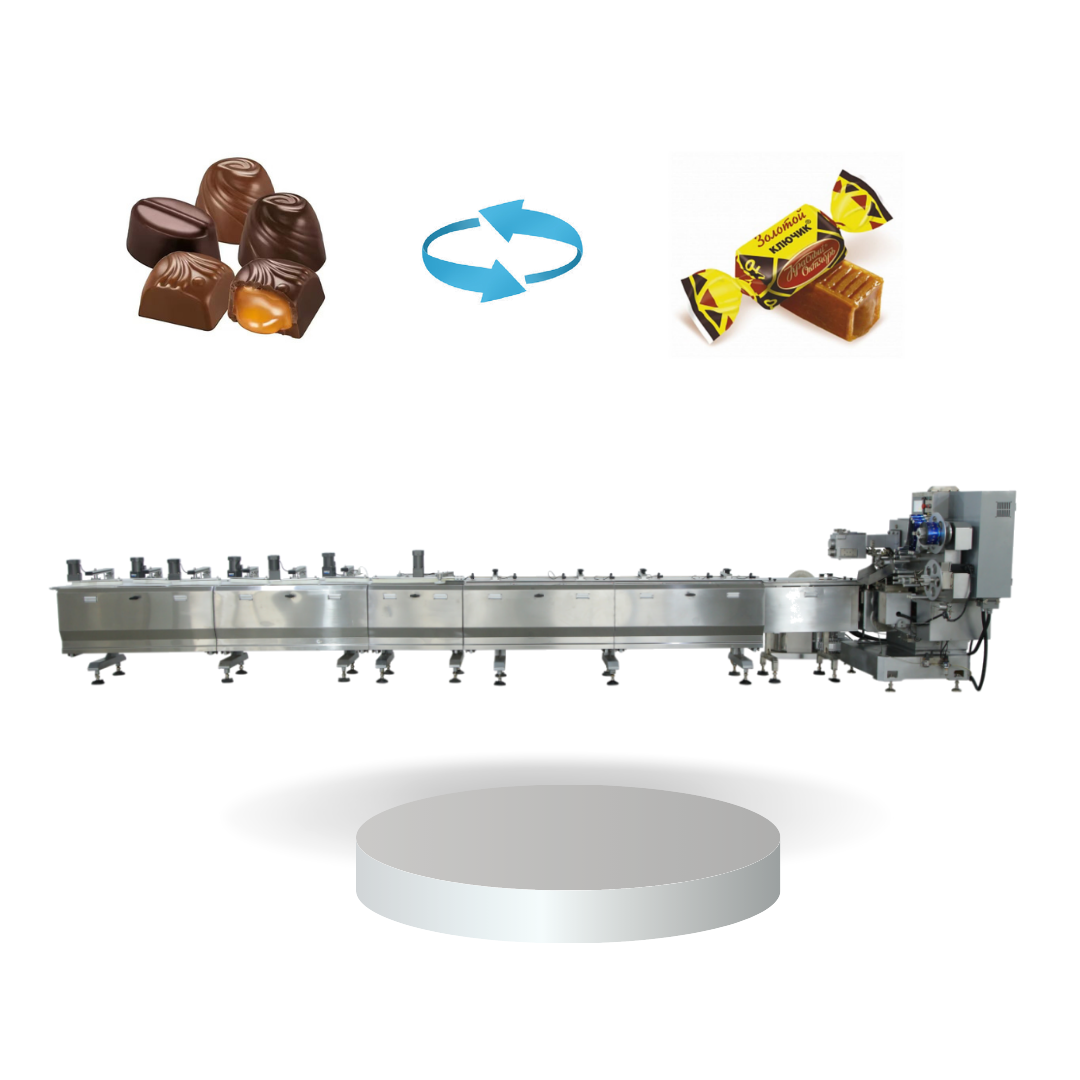
packaging machinery
Packaging machinery represents essential industrial equipment designed to automate the process of preparing products for distribution, storage, and sale. This sophisticated technology encompasses a wide range of automated systems that handle filling, sealing, wrapping, labeling, and palletizing operations across diverse manufacturing environments. Modern packaging machinery integrates advanced control systems, precision sensors, and user-friendly interfaces to deliver consistent, high-quality packaging results. These machines serve critical functions in protecting products from contamination, extending shelf life, improving brand presentation, and ensuring compliance with industry regulations. The technological features of contemporary packaging machinery include programmable logic controllers for automated operation, servo-driven mechanisms for precise movement control, touchscreen interfaces for intuitive operation, and modular designs that accommodate various product sizes and packaging formats. Advanced models incorporate vision systems for quality inspection, automatic rejection mechanisms for defective packages, and data collection capabilities for production monitoring. The applications of packaging machinery span numerous industries including food and beverage, pharmaceuticals, cosmetics, chemicals, consumer goods, and e-commerce fulfillment. Whether handling liquids, powders, solids, or fragile items, packaging machinery adapts to specific product characteristics and packaging requirements. From small-scale operations requiring semi-automatic solutions to large manufacturing facilities demanding fully automated high-speed lines, packaging machinery scales to meet diverse production demands while maintaining efficiency, accuracy, and reliability throughout the packaging process.