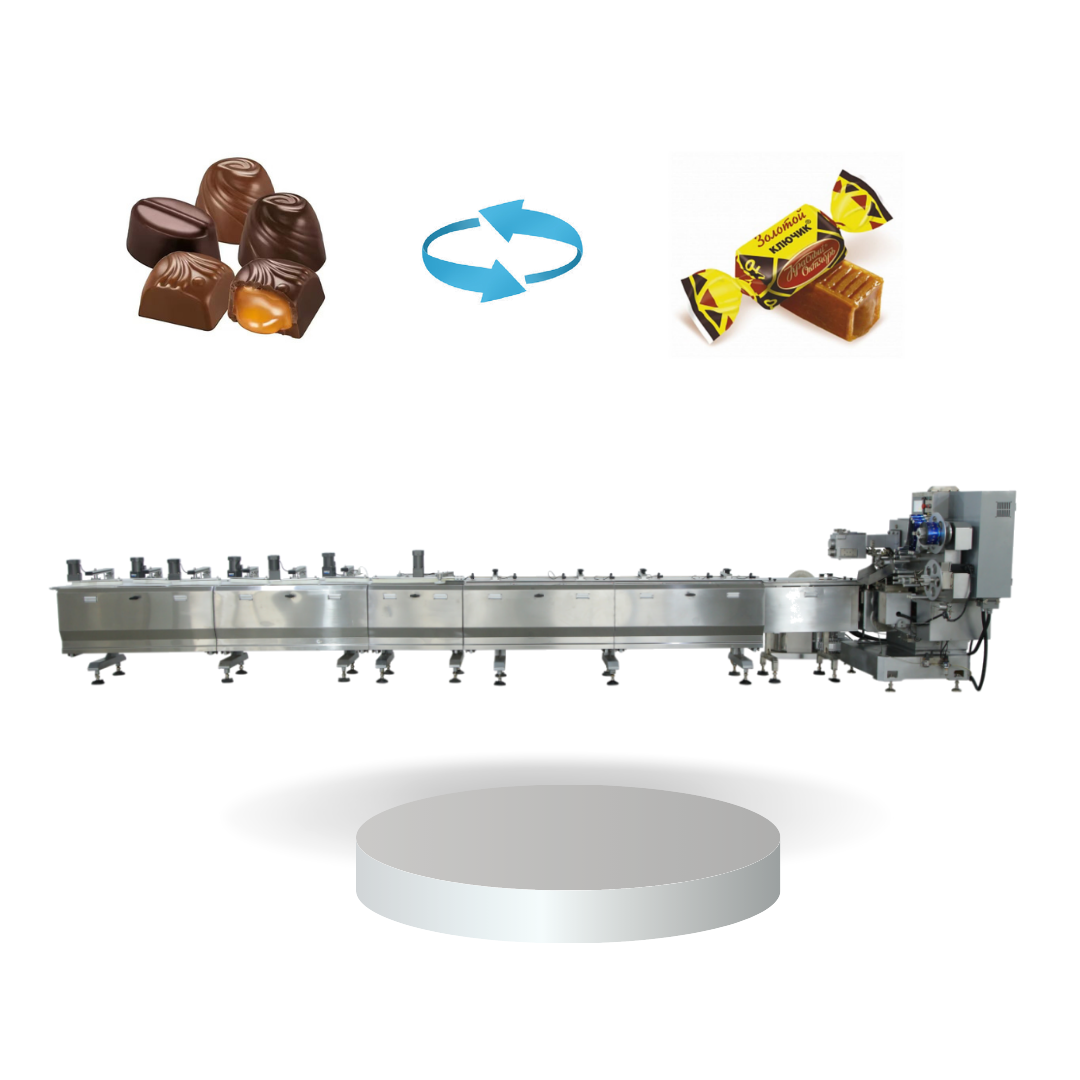
flow packing machine
A flow packing machine is an advanced automated packaging system designed to wrap products in a continuous film material, creating a sealed package with exceptional precision and speed. This versatile equipment operates by feeding products through a horizontal conveyor system where they are enveloped in a flexible film, typically made from polypropylene or polyethylene materials. The flow packing machine utilizes sophisticated servo-driven technology to ensure consistent sealing quality while maintaining high production rates. Its main functions include product feeding, film unwinding, forming, sealing, and cutting operations that work seamlessly together. The technological features of a flow packing machine encompass programmable logic controllers for precise operation control, photoelectric sensors for accurate product positioning, and temperature-controlled sealing jaws that guarantee hermetic seals. Modern systems incorporate touchscreen interfaces that allow operators to adjust parameters quickly and monitor production metrics in real-time. These machines excel in packaging individual items or multiple products in various configurations, accommodating different shapes and sizes with minimal changeover time. Applications span across food industries for biscuits, chocolates, and bakery products, pharmaceutical sectors for medical supplies and tablet strips, as well as non-food categories including soap bars, hardware items, and stationery products. The flow packing machine delivers reliable performance in demanding production environments where hygiene standards, product protection, and operational efficiency are paramount considerations for manufacturers seeking competitive advantages in their respective markets.