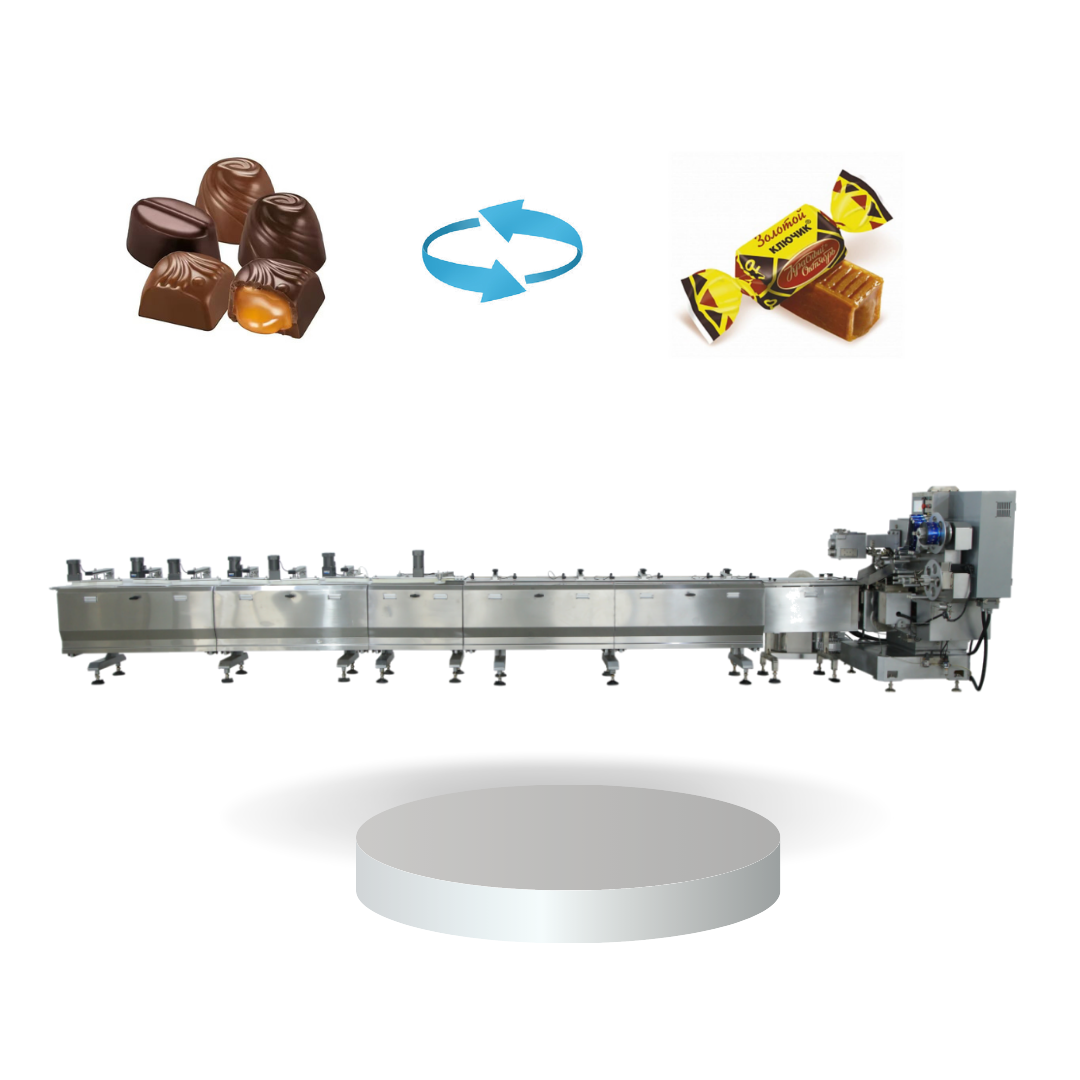
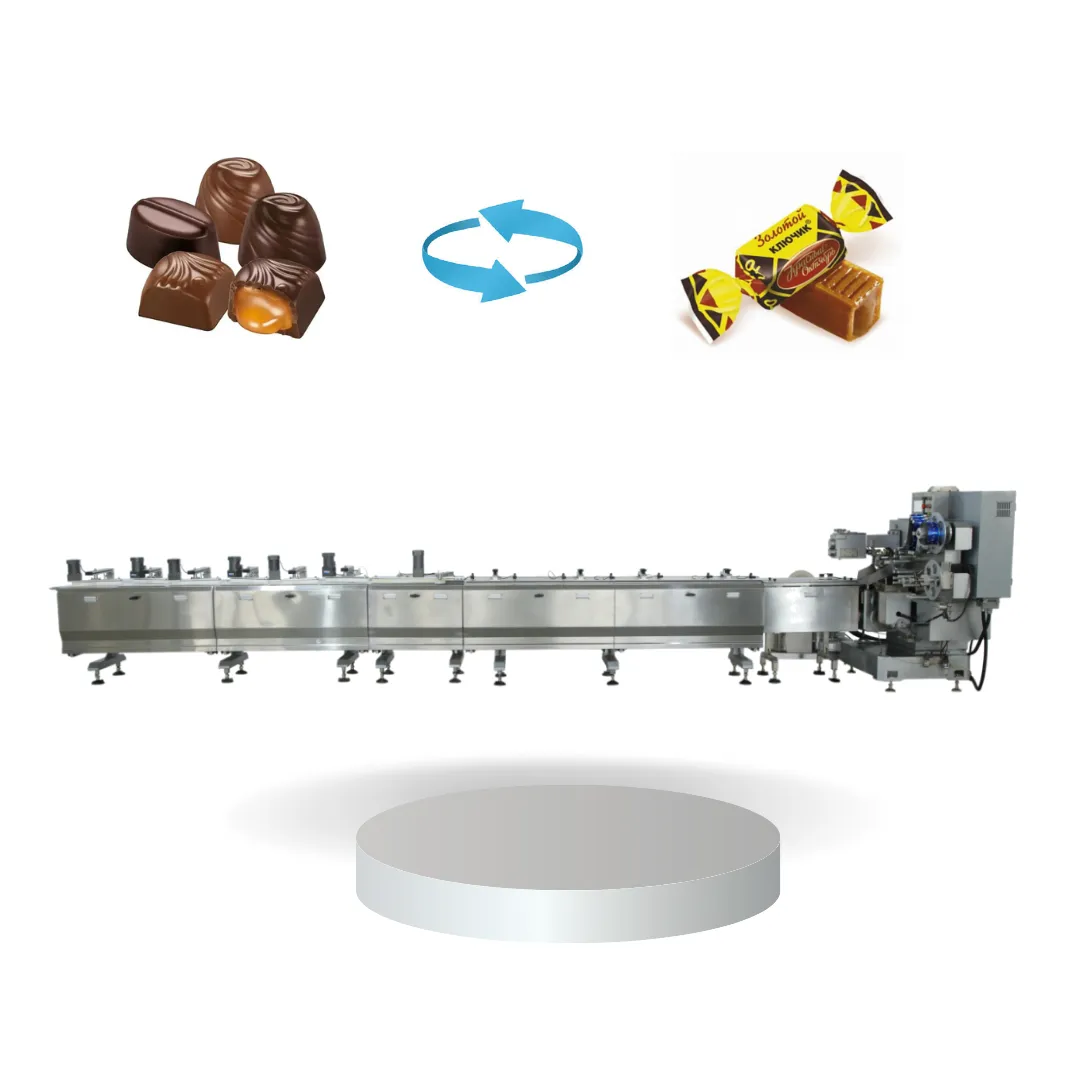
Versatile Product Compatibility
Flow packing technology accommodates an exceptionally wide range of products across multiple industries, making it one of the most versatile packaging solutions available. The system handles items of varying shapes including rectangular, cylindrical, irregular, and even delicate products without causing damage during the packaging process. Food manufacturers use flow packing for cookies, candy bars, fresh produce, bakery items, and frozen products, while pharmaceutical companies package medical devices, syringes, and blister packs. Industrial sectors rely on flow packing for hardware components, automotive parts, and consumer goods. The equipment works effectively with both rigid and flexible products, adjusting film tension and sealing parameters to suit specific product characteristics. Flow packing supports various film types including polypropylene, polyethylene, laminated materials, and biodegradable alternatives, giving you options to meet sustainability goals while maintaining package integrity. The forming tube design accommodates products up to several inches in height and width, with film width capabilities ranging from small snack-sized packages to large industrial items. This versatility eliminates the need for multiple packaging systems, reducing capital investment and simplifying equipment management while providing flexibility to expand your product portfolio without additional packaging infrastructure.