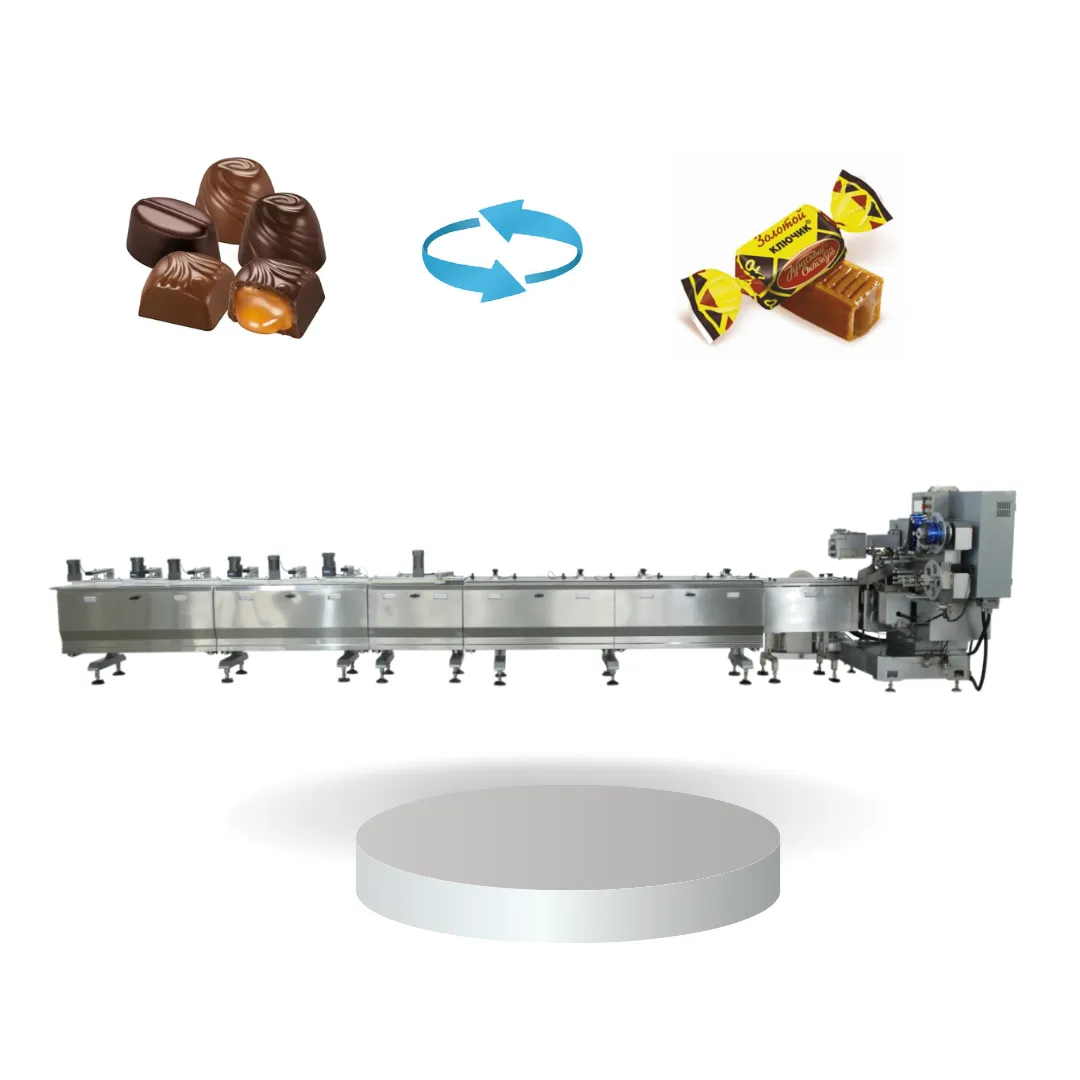
chocolate packaging machine factory
A chocolate packaging machine factory specializes in designing, manufacturing, and supplying automated packaging equipment specifically engineered for chocolate products. These facilities produce sophisticated machinery that handles various chocolate formats including bars, truffles, bonbons, and seasonal confections. The primary functions of a chocolate packaging machine factory encompass wrapping, sealing, labeling, and boxing chocolate items with precision and speed. Modern factories integrate advanced technologies such as servo-driven systems, programmable logic controllers, and touch-screen interfaces to ensure consistent packaging quality. The technological features include temperature-controlled environments to prevent chocolate melting, gentle handling mechanisms to avoid product damage, and flexible changeover capabilities for different package sizes. These machines typically operate at high speeds while maintaining sanitary standards required for food processing. Applications extend across small artisan chocolatiers, mid-sized confectionery businesses, and large-scale industrial chocolate manufacturers. A reputable chocolate packaging machine factory provides comprehensive solutions including machine customization, installation support, operator training, and ongoing maintenance services. The equipment produced ranges from semi-automatic tabletop models suitable for boutique operations to fully automated production lines capable of packaging thousands of units per hour. Quality assurance protocols ensure machines meet international food safety regulations and industry certifications. By partnering with an established chocolate packaging machine factory, businesses gain access to reliable equipment that enhances productivity, reduces labor costs, and maintains product integrity throughout the packaging process.