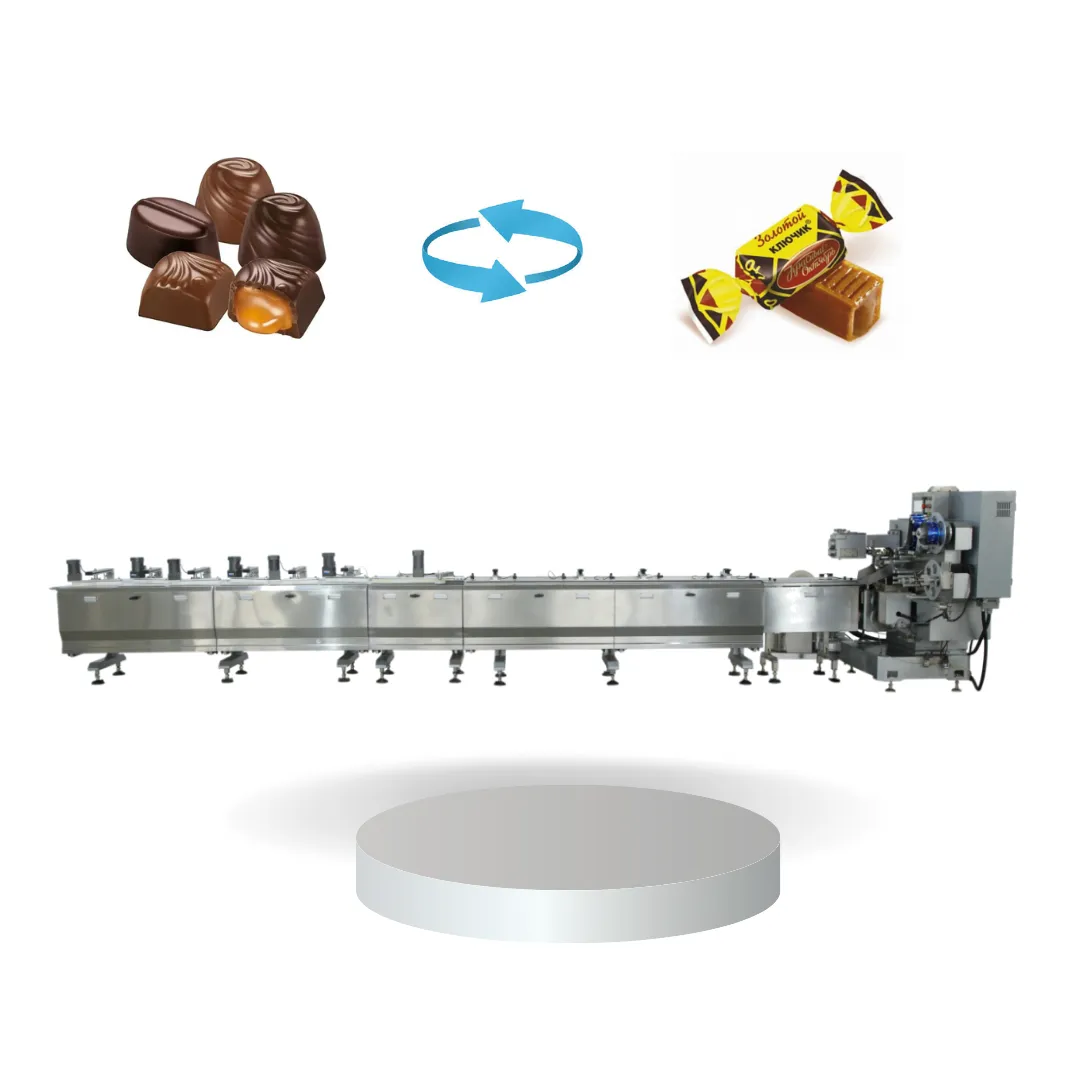
packaging flow pack
A packaging flow pack is an advanced horizontal form-fill-seal machine designed to automate the wrapping process for a wide variety of products. This sophisticated packaging solution creates sealed packages by feeding a continuous roll of film through the machine, forming it around the product, and sealing it with precision. The packaging flow pack operates by pulling flexible film from a roll, folding it around the item, and creating hermetic seals on three sides to ensure product protection and extended shelf life. This technology is widely utilized across food processing, pharmaceutical manufacturing, cosmetics production, and consumer goods industries. The main functions include automatic feeding, film forming, product positioning, sealing, and cutting operations that work in seamless coordination. Technological features of the packaging flow pack encompass programmable logic controllers for precise operation, servo motor systems for accurate film advancement, adjustable sealing temperatures for different materials, and touchscreen interfaces for easy parameter adjustment. Applications range from wrapping bakery items, confectionery, fresh produce, and frozen foods to packaging medical supplies, hardware components, and household products. The versatility of the packaging flow pack makes it an essential investment for manufacturers seeking to improve production efficiency while maintaining consistent package quality and reducing material waste throughout their operations.