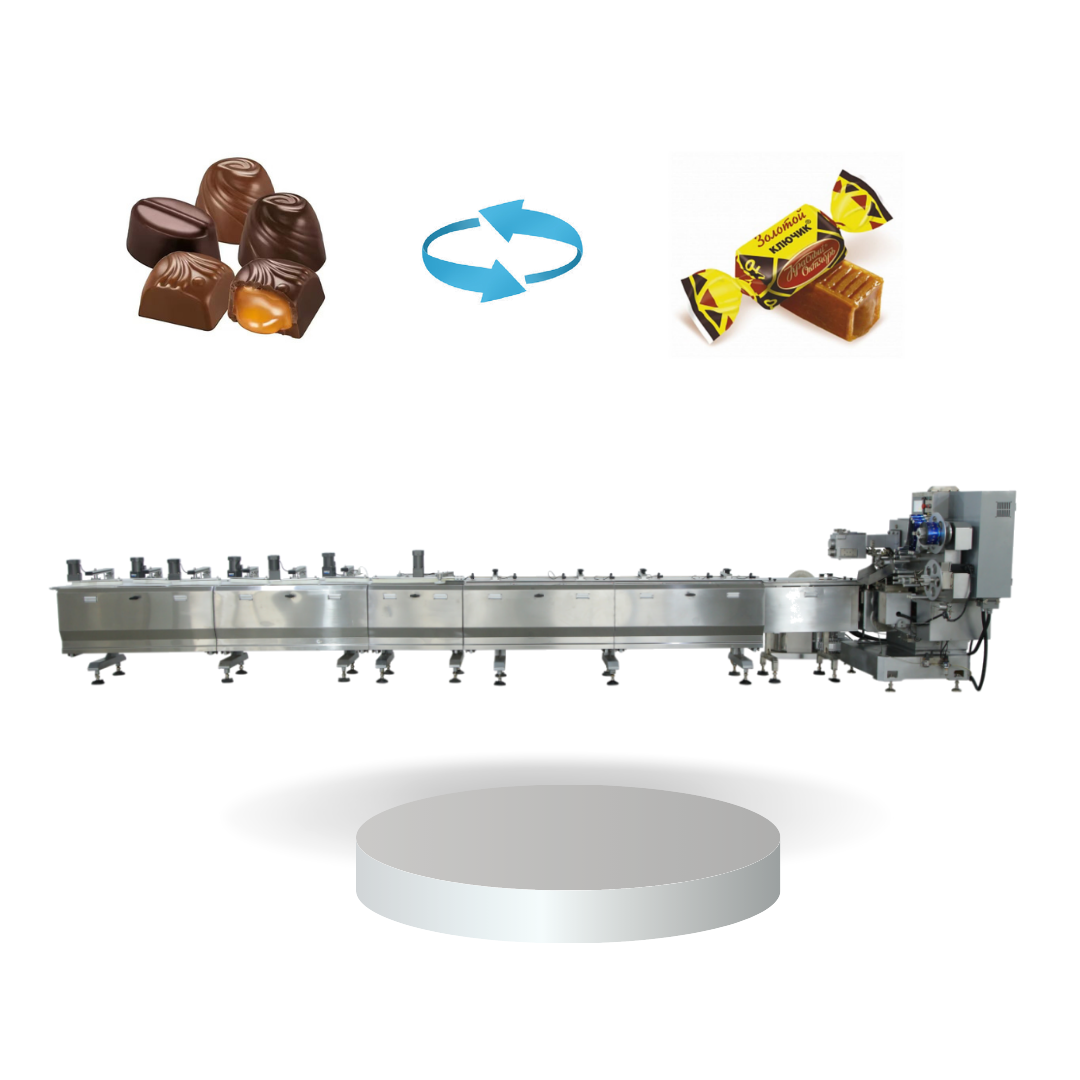
packing machine confectionery
A packing machine confectionery represents specialized automation equipment designed to efficiently package candy, chocolates, gummies, and other sweet products into consumer-ready formats. These sophisticated systems handle delicate confectionery items with precision while maintaining product integrity throughout the packaging process. Modern packing machine confectionery solutions incorporate advanced sensors, programmable controls, and servo-driven mechanisms to achieve high-speed operations without compromising quality. The equipment accommodates various packaging styles including flow wrapping, pillow packs, stand-up pouches, and rigid boxes depending on product specifications and market requirements. Technological features of contemporary packing machine confectionery units include touchscreen interfaces for intuitive operation, automatic film tracking systems for consistent sealing, and rejection mechanisms to ensure only properly packaged products reach consumers. These machines integrate seamlessly with upstream production lines and downstream case packing systems, creating comprehensive packaging solutions. Temperature control systems prevent heat-sensitive confections from melting during sealing operations, while gentle product handling mechanisms minimize breakage of fragile items. Applications span from small artisan chocolate makers requiring flexible batch processing to large-scale candy manufacturers demanding continuous high-volume output. The packing machine confectionery adapts to seasonal production variations, accommodates multiple product sizes through quick-changeover tooling, and supports diverse packaging materials including metallized films, paper-based substrates, and sustainable alternatives. This versatility makes the equipment indispensable for confectionery businesses seeking reliable automated packaging that meets food safety standards while enhancing shelf appeal and extending product freshness.