packaging machines chocolates
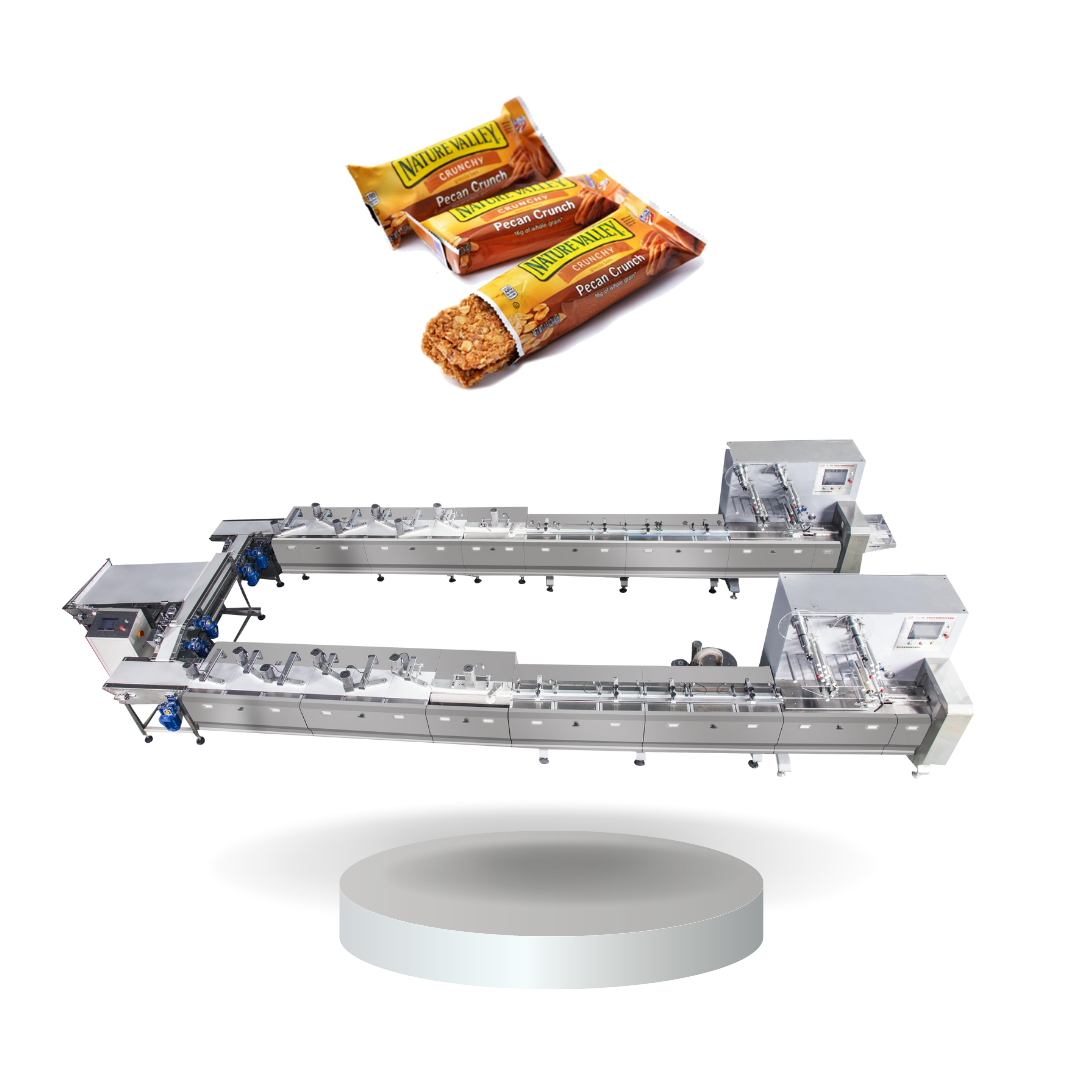
Packaging machines chocolates are specialized automated equipment designed to wrap, seal, and package chocolate products efficiently and hygienically. These sophisticated machines handle various chocolate formats including bars, truffles, pralines, bonbons, and novelty shapes with precision and care. Modern packaging machines chocolates integrate advanced technology to maintain product integrity while delivering consistent packaging quality at high speeds. They accommodate multiple packaging styles such as flow wrapping, fold wrapping, twist wrapping, and box insertion, making them versatile solutions for chocolate manufacturers of all sizes. The machines feature adjustable settings that allow operators to switch between different chocolate sizes and packaging materials quickly, reducing downtime and maximizing productivity. Temperature-controlled environments within these systems prevent chocolate from melting or blooming during the packaging process, ensuring the final product reaches consumers in perfect condition. Packaging machines chocolates incorporate servo-driven mechanisms for accurate product positioning, photocell sensors for precise film registration, and touch-screen interfaces for intuitive operation. They can handle delicate chocolate pieces without causing damage while maintaining speeds that meet demanding production schedules. These machines support various packaging materials including foil, paper, plastic film, and laminated structures, providing flexibility for brand presentation and product protection. With built-in quality control systems, packaging machines chocolates detect and reject improperly sealed or filled packages, maintaining consistent output quality and reducing waste throughout production runs.